Dahi Manufacturing Process in Plant
Dahi Manufacturing
Purpose: To manufacture and pack dahi as per the specifications.
Scope: Respective Product Section.
Responsibility: Production and Quality Assurance Department.
1. Ingredients:
1.1 Pasteurized Homogenized Milk: The milk shall be standardized, pasteurized & homogenized and
shall meet the product specifications.
1.2 DVS Culture: As recommended
2. Equipment & Utilities Required
2.1 Milk storage tank
2.2 Homogenizer
2.3 PHE with 10 minutes holding and milk outlet temperature 45-50 C
2.4 Double Jacketed inoculation vat (capacity matching with packing machine so as to pack cultured
milk within 35 minutes after proper mixing)
2.5 Pouch, Cup & Bulk filling & sealing machine
2.6 Incubation Room to hold filled product at 42-44 C up to 4-4.5 hours.
2.7 Cold-store with blast room
2.8 Pumps, Valves & Pipe lines
2.9 Electricity (Power Supply 3-phase 415 V& Single phase 230V)
2.10 Voltage stabilizer
2.11 Soft water (hardness < 10 ppm)
2.12 Steam (2 to 3 Kg / cm )
2.13 Compressed air (6 Kg / cm )
2.14 C.I.P system
3. Packaging Requirements:-
3.1 Primary packing: Cups with aluminum foil as lid, Poly film & Bulk filling with aluminum foil & plastic lid.
3.2 Secondary Packing: Corrugated Boxes with holes for all cup variants and Crates for pouches
4. Procedure:
4.1 The quality of the pasteurized standardized milk (As per PS-QA-08) shall be tested by QA for its
sensory ,chemical and microbiological tests.
4.2 Complete pipe line ,balance tank ,PHE ,inoculation tank / vat and filling machine should be properly cleaned and sanitized before and after completion of operations .Quality assurance staff will certify its cleanliness before its use.
4.3 Operator will check all operational parameters and working of the machine as per the checklist
displayed and supervisor / in-charge will certify.
4.4 All the CCP should be strictly maintained by production department and certified by the quality
assurance on daily basis.
4.5 Manual cleaning of PHE should be done after every six months however this time period may
decreased depending upon the quality of incoming milk and flow of milk.
4.6 Controls and measuring instruments should be calibrated fortnightly.
4.7 The online recording of temperatures and forward flow should be monitored by the Manager / Incharge production.
4.8 Weighing scale should be calibrated with the standard weights in every shift by the operator and
will be certified by the supervisor / in-charge.
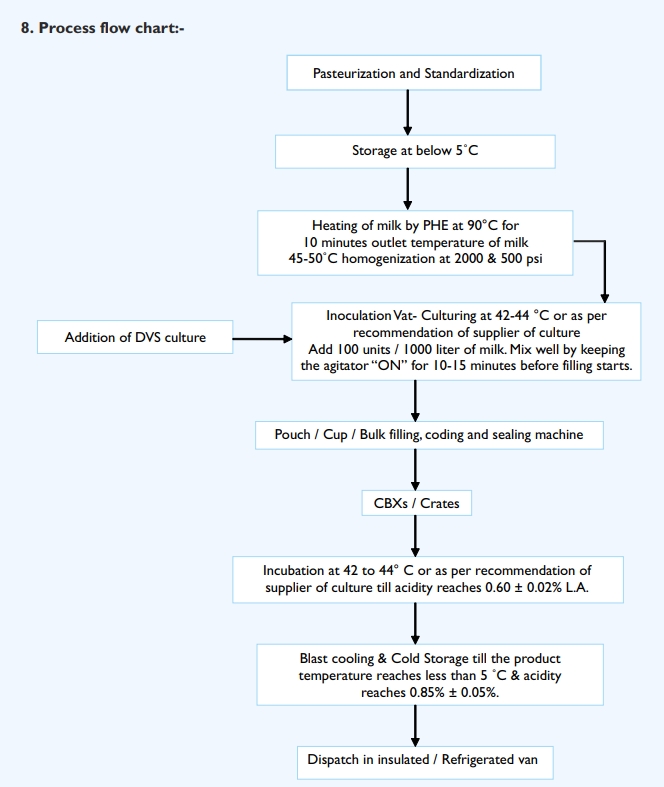
4.9 Pasteurized standardized milk should be heated at 90 ºC for 10 minutes and the temperature of
milk coming out of the PHE should be at 45-50 ºC
4.10 Temperature of milk should be 42-44 ˚C in the inoculation vat at the time of inoculation of culture.
4.11 Addition of DVS culture (refer SOP for culture preparation) @ 100 units for 1000 liter milk (varies from manufacturer to manufacturer).The culture shall be mixed properly for 10 minutes.
4.12 The inoculation tank should be cleaned with hot water after every empty out and proper C.I.P
should be done after 8 hours along with pipes, PHE and packing machine.
4.13 Cultured milk shall be filled in the clean cup / Pouch / Bulk pack and should be sealed properly.
4.14 Hygienic conditions of equipment and filling area should be maintained.
4.15 The filled cups should be packed in corrugated boxes and pouches should be stacked in clean
perforated crates.
4.16 During the packing, the production staff will check the weight, coding and sealing of packs after
every half an hour which will be counter checked and certified by the QA after every an hour.
4.17 The packs should be transferred to incubation room maintained at 42 to 44 ºC with proper
circulation of hot air.
4.18 The acidity development should be checked by QA section time to time at different points from
each lot to ascertain that the acidity reaches to 0.60 ± 0.02%
4.19 The product achieved required acidity should be transferred to blast cooling room where
temperature of dahi will come down at about 20ºC within 2 hours & then it should be transferred
to cold-store (< 4 C) to bring down the temperature of product up to 4 C.
4.20 The product should be dispatched at temperature less than 5 C with final acidity of 0.85 ± 0.05%
L.A. The final product shall also be tested by QA for its body, texture and organoleptic test before
dispatch.
4.21 Guidelines of GMP (as per IS 16021:2012) should always be applied during manufacturing, packing and dispatch.
5. Clearance Procedure:-
5.1 Milk Quality: The quality of standardized milk of required specification (As per Specifications PS(QA-08) shall be checked and certified by QA section before inoculation of the culture.
5.2 During manufacturing :The filling of cup / pouch / bulk pack should be completed within 45 minutes after culturing. The control on acidity development in the filled packs shall be monitored from the incubation room to ascertain development of required acidity level (0.60% ± 0.02% L.A.).
5.3 Final product :The final product shall be tested for each lot to ascertain the product parameters
meeting the specifications of the product .The required acidity of the final product should be 0.85 ±
0.05% of L.A.
5.4 The final product shall be released for market only after verifying its quality by QA Section.
6. Transportation requirement: - Product shall be transported in insulated / refrigerated vans
depending upon the distance. Before loading it should be assured by the marketing section that
vehicle is properly cleaned (inside and outside) and certified by the QA section.
7. Shelf life: Shelf life should be declared minimum 5 days from the date of packing when stored
under refrigeration below 5 C

1. Ingredients:
1.1 Pasteurized Homogenized Milk: The milk shall be standardized, pasteurized & homogenized and
shall meet the product specifications.
1.2 DVS Culture: As recommended
2. Equipment & Utilities Required
2.1 Milk storage tank
2.2 Homogenizer
2.3 PHE with 10 minutes holding and milk outlet temperature 45-50 C
2.4 Double Jacketed inoculation vat (capacity matching with packing machine so as to pack cultured
milk within 35 minutes after proper mixing)
2.5 Pouch, Cup & Bulk filling & sealing machine
2.6 Incubation Room to hold filled product at 42-44 C up to 4-4.5 hours.
2.7 Cold-store with blast room
2.8 Pumps, Valves & Pipe lines
2.9 Electricity (Power Supply 3-phase 415 V& Single phase 230V)
2.10 Voltage stabilizer
2.11 Soft water (hardness < 10 ppm)
2.12 Steam (2 to 3 Kg / cm )
2.13 Compressed air (6 Kg / cm )
2.14 C.I.P system
3. Packaging Requirements:-
3.1 Primary packing: Cups with aluminum foil as lid, Poly film & Bulk filling with aluminum foil & plastic lid.
3.2 Secondary Packing: Corrugated Boxes with holes for all cup variants and Crates for pouches
4. Procedure:
4.1 The quality of the pasteurized standardized milk (As per PS-QA-08) shall be tested by QA for its
sensory ,chemical and microbiological tests.
4.2 Complete pipe line ,balance tank ,PHE ,inoculation tank / vat and filling machine should be properly cleaned and sanitized before and after completion of operations .Quality assurance staff will certify its cleanliness before its use.
4.3 Operator will check all operational parameters and working of the machine as per the checklist
displayed and supervisor / in-charge will certify.
4.4 All the CCP should be strictly maintained by production department and certified by the quality
assurance on daily basis.
4.5 Manual cleaning of PHE should be done after every six months however this time period may
decreased depending upon the quality of incoming milk and flow of milk.
4.6 Controls and measuring instruments should be calibrated fortnightly.
4.7 The online recording of temperatures and forward flow should be monitored by the Manager / Incharge production.
4.8 Weighing scale should be calibrated with the standard weights in every shift by the operator and
will be certified by the supervisor / in-charge.
4.9 Pasteurized standardized milk should be heated at 90 ºC for 10 minutes and the temperature of
milk coming out of the PHE should be at 45-50 ºC
4.10 Temperature of milk should be 42-44 ˚C in the inoculation vat at the time of inoculation of culture.
4.11 Addition of DVS culture (refer SOP for culture preparation) @ 100 units for 1000 liter milk (varies from manufacturer to manufacturer).The culture shall be mixed properly for 10 minutes.
4.12 The inoculation tank should be cleaned with hot water after every empty out and proper C.I.P
should be done after 8 hours along with pipes, PHE and packing machine.
4.13 Cultured milk shall be filled in the clean cup / Pouch / Bulk pack and should be sealed properly.
4.14 Hygienic conditions of equipment and filling area should be maintained.
4.15 The filled cups should be packed in corrugated boxes and pouches should be stacked in clean
perforated crates.
4.16 During the packing, the production staff will check the weight, coding and sealing of packs after
every half an hour which will be counter checked and certified by the QA after every an hour.
4.17 The packs should be transferred to incubation room maintained at 42 to 44 ºC with proper
circulation of hot air.
4.18 The acidity development should be checked by QA section time to time at different points from
each lot to ascertain that the acidity reaches to 0.60 ± 0.02%
4.19 The product achieved required acidity should be transferred to blast cooling room where
temperature of dahi will come down at about 20ºC within 2 hours & then it should be transferred
to cold-store (< 4 C) to bring down the temperature of product up to 4 C.
4.20 The product should be dispatched at temperature less than 5 C with final acidity of 0.85 ± 0.05%
L.A. The final product shall also be tested by QA for its body, texture and organoleptic test before
dispatch.
4.21 Guidelines of GMP (as per IS 16021:2012) should always be applied during manufacturing, packing and dispatch.
5. Clearance Procedure:-
5.1 Milk Quality: The quality of standardized milk of required specification (As per Specifications PS(QA-08) shall be checked and certified by QA section before inoculation of the culture.
5.2 During manufacturing :The filling of cup / pouch / bulk pack should be completed within 45 minutes after culturing. The control on acidity development in the filled packs shall be monitored from the incubation room to ascertain development of required acidity level (0.60% ± 0.02% L.A.).
5.3 Final product :The final product shall be tested for each lot to ascertain the product parameters
meeting the specifications of the product .The required acidity of the final product should be 0.85 ±
0.05% of L.A.
5.4 The final product shall be released for market only after verifying its quality by QA Section.
6. Transportation requirement: - Product shall be transported in insulated / refrigerated vans
depending upon the distance. Before loading it should be assured by the marketing section that
vehicle is properly cleaned (inside and outside) and certified by the QA section.
7. Shelf life: Shelf life should be declared minimum 5 days from the date of packing when stored
under refrigeration below 5 C


.jpg)
Post a Comment